
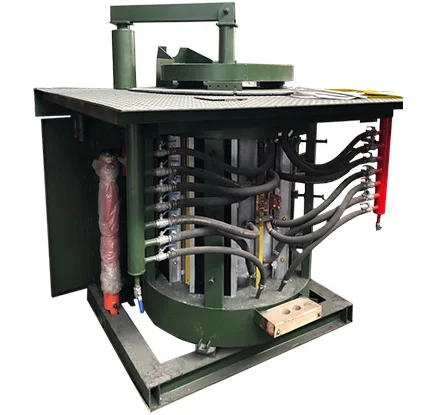













操作中頻爐的18個正確習慣
發布人:河南熔克電氣制造有限公司 發布日期:2019-03-20 11:30:47 點擊:11790
1
隨時觀察內外循環水系統上冷卻水(溫度、水壓、流量)情況。
若發現某支路水流量小、滲漏、堵塞,或溫度過高則應降低功率運行,或停機處理;若發現爐體冷卻系統停電或故障停泵,使爐體冷卻水斷停,則應立即停止熔化并:
a、借助備用電源啟動水泵;
b、或啟動應急柴油發電機供電啟動應急循環冷卻系統;
c、或打開自來水(或應急水箱)直接進入冷卻(同時打開排水口),將經過爐體冷卻后的水直接排放;
d、短時間處理不了,水循環一時難以恢復,則應將爐內鐵水倒空,避免因鐵水長時間降溫而變成鐵塊,難以從爐內取出。
2
隨時觀察中頻爐電源柜門上的各種指示儀表,及時調整中頻功率的輸入,以獲最佳熔化效果,避免長時間低功率運行。
3
密切注意泄露電流指示表的電流指示值,以掌握爐襯厚度的變化,當指示針到達警界值時應停爐重筑。
4
正常運行時若突然出現保護指示,應先將功率旋鈕調至最小值位置,并立即按“逆變停止”,查明原因,排除后再啟動。
5
若出現緊急或異常情況,如不正常的響聲、氣味、冒煙、打火或輸出電壓急劇下降,輸出電流急劇升高,且中頻頻率較正常運行時升高,漏電流(爐襯報警)值波動大,可能是爐襯變薄,滲漏鐵液,感應圈閘門打弧短路,應立即按“逆變停止”鈕停機,及時處理,以防止事故擴大。
6
加料、扒渣時應先調低功率,傾爐出鐵液時須將變頻電源置于“逆變停止”位置。
7
熱爐襯冷料熔化時,開始裝料只能裝到坩堝高度的50%,待電流下降至能使電壓升高到額定值時,再繼續往坩堝內加料。(這是因為冷爐料電阻系數小,電流較大,調節電壓受電流限制而影響功率輸入)。
8
生產過程中,不允許一次性裝料過滿甚至超出爐口,因為感應圈上端面以上爐料磁場弱,主要靠下面鐵液傳遞熱量加熱,故熔化速度慢。同時還由于不能蓋爐,大量熱能通過爐口散發,降低生產率。
另外感應圈上端的坩堝及與爐咀結合部爐襯不易夯實,烘爐不完善,燒結不好,但其受的機械振動應力最大,故此段易發生漏爐。因此,坩堝內溶液面應控制在與感應圈上端面齊平。
9
雖然中頻爐鐵水可以倒空,對熔煉不同材質有好處。但是如果不更換材質則還是在爐內留有殘液為好。這是因為由于爐內有鐵液,使加入的爐料容易連成許多大塊,單塊爐料之間會起弧搭橋焊在一起,形成一大塊,因而提高熔化率。單塊小爐料之間起弧搭橋的速度取決于頻率。頻率低,搭焊速度低(工頻爐必須留殘液熔化的原因)。
如果不倒空,爐子底部留有小部分鐵液,可以使用較低頻率的不利之處就能被輕易克服(中頻爐頻率相對來說還不是很高)。另外殘液在通電初期由于負荷變化小,一開始就可以投入高電力,至少可以縮短金屬爐料熔化時間。
10
加料時應避免鐵水最高面超出80%容量的界限,不使加料時鐵水溢出爐口發生事故。
11
加料應先加小塊爐料再加大塊爐料。
12
經常觀察爐內熔化情況,爐料尚未完全熔化之前應及時補加料,發現搭棚應及時處理,避免棚下因鐵水溫度急劇上升,超過爐料熔點(石英砂1704℃)而發生穿爐。
13
鐵水熔化后應及時扒渣和測溫,達到出爐溫度應及時出爐。
14
正常情況下,坩堝壁為原來爐襯1/3厚度時應拆爐重筑。
15
每周應倒空鐵水測量一次爐襯尺寸及觀察其表面情況,及時掌握爐襯實際情況,發現問題及時處理。
16
增C劑最好在金屬爐料加入的過程中一點點地加入。加入過早,則會附著爐底,并不易溶入鐵液中去。加入過遲則會延長熔化和升溫時間,不僅會導致成分調整的延遲,還有可能造成過度高溫。硅鐵的添加(增Si),對攪拌力較弱的中頻爐,因鐵液中含Si量高會使增C性不好,因此Si鐵遲些加入為好,但會造成爐內鐵液成分分析和調整的延遲。
17
起熔時爐內留液態金屬液有助于提高部分電爐的電效率,提高起熔階段的功率因數。但這些鐵水可能因在爐內長時間處于過熱狀態而危害金屬質量,故殘留金屬液占爐容15%為宜。過少鐵水過熱狀態加劇,過多則降低鐵水的有效使用,也提高單位能耗。
18
爐料厚度以200~300mm為宜。厚度越大熔化越慢。

